






קו ייצור בלוק AAC אוטומטי של Amulite






תיאור קצר:
פירוט המוצר
תגיות מוצר

מהו בלוק AAC?
הקונספט של בלוק AAC: בלוק AAC מבוסס על חומרים סיליקטים (חול, אפר זבוב, חומרים המכילים סיליקה וכו'), וחומרים גירניים (סיד, מלט) כחומרי הגלם העיקריים, מעורבים עם סוכני סחף אוויר (אבקת אלומיניום) ,לאחר התהליך אצווה של חומרי גלם, ערבוב, יציקה, אשפרה מוקדמת, חיתוך, אוטוקלאב, תהליך אשפרה ואריזה להפקת מוצרים מוגמרים בלוקים של AAC; זה נקרא בטון מאוורר מכיוון שהוא מכיל מספר גדול של נקבוביות אחידות וקטנות לאחר זה מאוורר.
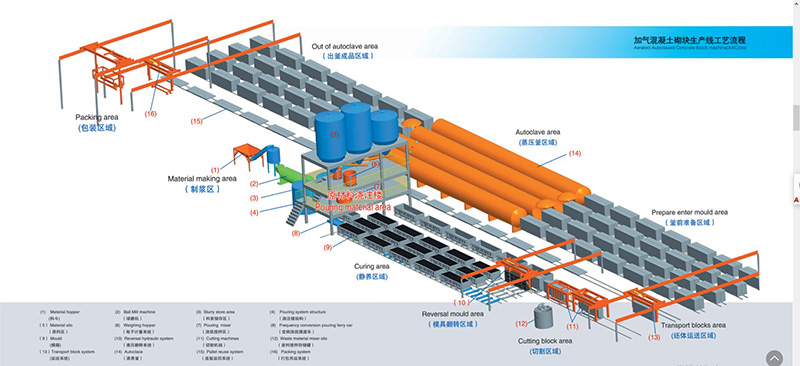
 מהו התהליך לייצור מוצרי בלוק AAC?
מהו התהליך לייצור מוצרי בלוק AAC?
1): כל חומרי הגלם מדידת ותמיסה מעורבת;
2) :תלושים להיכנס למערכת מזיגה, לאחר ערבוב ואז לשפוך לקופסת עובש;
3): בתוך תיבת עובש (חיזוק לוח), לאחר טמפרטורה מסוימת וזמן אשפרה מראש;
4): לאחר שהפאנל הרטוב יגיע לקשיות מסוימת, קופסת העובש והפנלים יונפו למכונת החיתוך על ידי מנוף המחזור, ומנוף המחזור ישלים את הפונקציה הבאה:
5) : ת: האם לסובב את קופסת העובש ב-90 מעלות באוויר, (צד אחד של קופסת העובש הופך לצלחת עגלת התמיכה לגוף הפנל הרטוב עד לסיום תהליך החיטוי),
6) :B: האם להרים לעגלה או למסגרת תמיכת החיתוך כדי לפתוח לגמרי את התבנית; C: מסגרת התבנית שהורידה וצלחת הצד החיטוי משולבים מחדש ליצירת קופסת עובש לאחר ניקוי, ריסוס שמן וחידוש מוזג ;
7) :וגוף הפנל הרטוב נחתך בשישה שלבים במכונת החיתוך: 1:ראשונה חותכים את שני הצדדים של גוף הפאנל בצורה אנכית; 2:ואז חותך לאורך ואופק;
8): לבסוף חותך אופקית אופקית או חיתוך סכין;
9): גוף הפאנל החתוך מונף ממנוף המוצר הגמור למחצה יחד עם הצלחת התחתונה אל עגלת החיטוי;
10) :לאחר מכן מקובצים לתוך החיטוי לאשפרה בטמפרטורה גבוהה ובלחץ גבוה;
11): לאחר ריפוי חיטוי טוב, העגלה תוצא ותעזוב את החיטוי;
12) :המוצרים המוגמרים נערמים או נטענים על המשאית על ידי מנוף אירוח המוצר המוגמר, ארוזים היטב;
13) : לוחית הצד המתרפא של החיטוי מוחזרים;
אודות חומרי גלם עיקריים מבוא
הייצור של בלוק AAC עשיר בחומרי גלם, במיוחד השימוש באפר זבוב כחומרי גלם אשר יכולים לא רק להשתמש באופן מקיף בשאריות פסולת תעשייתית, לטפל בזיהום סביבתי, ולא לפגוע בשטחים חקלאיים, אלא גם ליצור יתרונות חברתיים וכלכליים טובים, זה האם תחליף טוב ללבני חרס מוצק מסורתיות. מוצרי קיר מבטיחים טובים התקבלו בברכה על ידי הממשלה, חברת הנדל"ן, צוות הבנייה, והממשלה קבעה מדיניות מס, תמיכה במדיניות הגנת הסביבה, אנו יכולים לחזות סיכויי פיתוח רחבים של השוק;
1. אפר טוס/חול קוורץ
אפר זבוב/חול קוורץ הוא חומרי הגלם העיקריים של מוצר בלוק AAC, והוא המקור העיקרי של רכיבי הסיליקון והאלומיניום של בטון מוגז;
2. מלט
מלט הוא המקור העיקרי לחוזק של בלוק AAC, הוא מספק את החומרים הגירניים העיקריים לבלוק AAC, יש לבחור מלט המתאים לייצור בלוק AAC בעיקר במונחים של סוג ודרגת מלט; בייצור, פורטלנד רגילה בדרגה 52.5 יש לבחור תחילה מלט. באופן כללי, על מנת להפחית את עלות הייצור, ניתן להשתמש גם בצמנט פורטלנד רגיל בדרגה 42.5;
3. ליים
סיד הוא גם אחד מחומרי הגלם העיקריים לייצור בלוקים AAC. תפקידו העיקרי הוא לשתף פעולה עם מלט כדי לספק תחמוצת סידן יעילה, כך שהוא יכול לקיים אינטראקציה עם SIO2 ו- Al203 בחומרים סיליקטים בתנאים הידרותרמיים כדי לייצר סיליקון הידראט סידן חומצה. לכן, סיד הוא אחד ממקורות החוזק העיקריים של בלוק AAC. תכולת תחמוצת הסידן האפקטיבית של סיד המשמשת לייצור בלוק AAC צריכה להיות גבוהה מ-65%, רצוי יותר מ-80%.
4. גבס
הגבס הוא מווסת של תהליך התפתחות האוויר בייצור בלוקים של AAC. ההשפעה המווסתת של הגבס באה לידי ביטוי בעיקר בעיכוב של עיכול גיר ומהירות עיבוי תרחיץ. המרכיב הכימי העיקרי של הגבס הוא CASO4; ישנם שלושה סוגים של גבס על שוק; גבס גולמי, אנהידריט וטיח של פריז. בנוסף, פסולת גבס מופקת גם בתהליך הייצור הכימי. כגון פוספוגיפס מייצור דשני פוספט, פלואורוגבס מייצור כימיקלים פלואור, וגבס מייצור טיטניום דו חמצני. הגבס הזה נמוך בעלות ויכול להחליף גבס טבעי ולהפחית את עלויות הייצור;
5. סוכן יצירת אוויר
בלוק AAC חייב להיות בעל סוכן יוצר אוויר כדי ליצור נקבוביות בבלוק כדי ליצור מבנה נקבובי קל משקל;
6. מייצב קצף
לאחר שגורם יוצר האוויר מתנפח, בשל הקיר הדק, קל לשבור ולהרוס את הקצף בהפרעות של תנאים שונים, מה שמשפיע על איכות הבטון. לכן, יש צורך להוסיף מייצב קצף למשטח. סלורי.
תהליך ייצור
1): אחסון ואספקה של חומרי גלם לבלוק AAC
חומרי הגלם מועברים לתוך המפעל באמצעות מכוניות, והזבוב (חול, אבקת אבן) מרוכז בחצר חומרי הגלם, ובשימוש, הוא מועבר אל הופר. מלט בשקיות או מלט בתפזורת מאוחסנים במחסן המלט. מתי בשימוש, הוא מוטען ומועבר לתוך ההופר. כימיקלים, אבקת אלומיניום וכו' ממוקמים במחסן הכימיקלים ובמחסן אבקת אלומיניום, בהתאמה, ומועברים לסדנת הייצור בעת שימוש.
2) ![]() עיבוד של חומרי גלם עבור בלוקים AAC
עיבוד של חומרי גלם עבור בלוקים AAC
אפר טוס (או חול, אבקת אבן) נשלח לטחנת הכדורים דרך מזין רטט אלקטרומגנטי ומסוע רצועה, והאפר הקרקעי (או חול, אבקת אבן) נשלח אל מיכל הסלורי לאחסון על ידי משאבת אפר טוס.
הסיד נשלח אל מגרסה הלסת על ידי מזין הרטט האלקטרומגנטי ומסוע החגורה לריסוק. הסיד הכתוש מועבר למיכל אחסון סיד על ידי מעלית הדלי, ולאחר מכן נשלח אל מפעל הכדורים על ידי מסוע הבורג. מעלית דלי מוזנת לתוך מיכל אצווה האבקה. לאחר שהכימיקלים נמדדים ידנית בשיעור מסוים, נוצר פתרון בריכוז מסוים ונשלח למיכל האחסון לאחסון.
אבקת האלומיניום מועברת ממחסן אבקות האלומיניום לסדנת הייצור, ומונפת לקומה השנייה של בניין האצווה עם מנוף חשמלי. יוצקים למיקסר כדי להוסיף מים בצורה כמותית, ומערבבים אותם לתליית אבקת אלומיניום.
3) : ערבוב תזמורת, ומזיגת בלוקים של AAC;
סיד ומלט נשלחים ברצף למשקל השקילה האוטומטי על ידי מסוע הבורג מתחת למיכל איסוף האבקה למדידה מצטברת. יש מסוע בורג מתחת למשקל כדי להוסיף באופן שווה את החומרים למיקסר המזיגה.
אפר זבוב (או חול, אבקת אבן) ופסולת משטחים מוכנסים לתוך צילינדר המדידה לצורך מדידה. לאחר מדידת חומרים שונים, התבנית נמצאת במקומה, וניתן לערבב את התרחיץ. הרחצה צריכה לעמוד בדרישות התהליך (בערך 45 ℃) לפני המזיגה. אם הטמפרטורה אינה מספיקה, ניתן לבצע חימום אוטוקלאב במיכל מדידת הסלורי, וניתן להוסיף את תליית אבקת האלומיניום 0.5-1 דקה לפני יציקת החומרים;
4): אשפרה וחיתוך בלוק AAC מראש
לאחר יציקה, קופסת העובש נדחפת לחדר האיפור הראשוני על ידי שרשרת מסוע לגיזוז ולהגדרה ראשונית. טמפרטורת החדר היא 50 ~ 70 ℃, וזמן הריפוי הראשוני הוא 1.5-2 שעות (לפי התנאים הגיאוגרפיים הנוחים, זה ניתן לבטל תהליך). השתמש במנוף לחץ שלילי כדי להניף את מסגרת התבנית ואת גוף הבלוק הרטוב על שולחן החיתוך היכן שהצלחת התחתונה של עגלת החיטוי מונחת מראש. הסר את מסגרת התבנית. מכונת החיתוך חותכת ,חותך לאורך, וטוחן את הבלוק הרטוב.מסגרת התבנית מונפת בחזרה למשאית התבנית לניקוי והסרת שומנים, ולאחר מכן מורימה למשאית התבנית עבור היציקה הבאה. גוף הבלוק החתוך והצלחת התחתונה של החיטוי מורמים על עגלת החיטוי עם מנוף ומונחים עליו. שתי קומות. יש ארבע תומכים בין הקומות, וכמה עגלות אוטוקלבים מקובצות יחד.
חומרי הפסולת בקצוות ובפינות של גוף הבלוק הרטוב המיוצר במהלך החיתוך נשלחים למערבל הפסולת שליד מכונת החיתוך על ידי מסוע בורג, ומים מתווספים להכנת פסולת תרסיס לשימוש באצווה.
5) : בלוק AAC בעל אוטוקלאב ומוצר מוגמר.
לאחר הרכבת הגוף על קו החניה מול החיטוי, פתח את דלת החיטוי שיוצאת מהחיטוי, תחילה משוך את עגלת החיטוי המוגמרת במנוף עם מנוף, ולאחר מכן משוך את עגלת החיטוי לביצוע חיטוי. לתוך החיטוי עם מנוף החיטוי נשמר. המוצרים המוגמרים על עגלת החיטוי מונפים למחסן המוצר המוגמר על ידי מנוף גשר, ולאחר מכן מועברים לחצר המוצרים המוגמרים על ידי משאית מלגזה. עגלת החיטוי הריקה והחלק התחתון לוחית החיטוי פועלת מונפת בחזרה לקו ההחזרה של הכרכרה, והמערם נמשך אחורה על ידי מנוף לאחר הניקוי. עבור למחזור הבא.
תערוכת ציוד ייצור
1): טחינת חומר והכנת קטע תבלין
| התהליך המסורתי של בקרת צפיפות הסלורי אינו קפדני. צפיפות הפרוטופלזמה היא לעתים קרובות באמצעות מדידה מלאכותית. השגיאה גדולה יותר. צפיפות הפלזמה הבסיסית משמשת לבקרה על סמך ניסיון. כך בייצור מוצרים באיכות גבוהה בנפח נמוך .שיעור מוסמך ואיכות המוצר אינם אידיאליים .לצפיפות האמוליט בשיטת מדידת הצינור העדכנית יש את היתרונות הבאים1. הסלרי מופץ בין המיכל למטר הצפיפות, נתוני צפיפות הסלורי נמדדים לפי צינור צפיפות בסיד אמיתי ומשוב לחדר הבקרה המרכזי. על מנת להתאים את יחס המים של העיסה של טחנת הכדורים והמילוי של מיכל הסלורי. הושגה המטרה של תיקון רציף של צפיפות בזמן אמת:2. צינור הצפיפות ימדד את הריכוז של כל הסלורי. יש למדוד את הדיוק ללא שגיאות. ולאחר מכן לשטוף את כל הצינור לאחר ההזזה כדי להבטיח את הדיוק של המדידה הבאה. |  | |||
 | ||||
| מכונה להכנת רחפנים באפר טוס | מיקסר לאחסון סלורי | סולם חומרים | מערכת מזיגה | |
| 2): סעיף מחזור וחיתוך | ||||
 תכונות עיקריות של מכונת חיתוך אמוליט1): מובנה פשוט, נוח להתקנה ולתחזוקה;2) :קבוע לקרקע, מונע על ידי מפחית גלגלי הלכת, בזמן חיתוך אנכי, מכונת החיתוך מבצעת חיתוך אקסצנטרי ומתנדנד מה שמגביר את יעילות החיתוך. עושה את זה נוח יותר לשנות את גודל החיתוך. תכונות עיקריות של מכונת חיתוך אמוליט1): מובנה פשוט, נוח להתקנה ולתחזוקה;2) :קבוע לקרקע, מונע על ידי מפחית גלגלי הלכת, בזמן חיתוך אנכי, מכונת החיתוך מבצעת חיתוך אקסצנטרי ומתנדנד מה שמגביר את יעילות החיתוך. עושה את זה נוח יותר לשנות את גודל החיתוך. 3): סופג טכנולוגיה גרמנית, הוספת שואב ואקום, מכונת חיתוך זו יכולה להיפטר מחומרי פסולת מעל בקלות מבלי להרוס אף חלק מהבלוקים המוגמרים ומבטיחה את שיעור מעבר המוצרים; 4) :עם חיתוך 6 צדדים של כל הבלוק, שיעור המעבר של המוצר גדל מכיוון שאיכות המוצרים המוגמרים לא תושפע מהשינוי של התבניות יותר. 5): חספוס גבוה של פני השטח של בלוקים מוגמרים הוא חיובי לתפעול ובנייה של בניין. 6) :אימוץ טכנולוגיית בקרה מספרית של מיקום, מכונה זו מפחיתה רעידות בתהליך של פנייה, תנועה, חיתוך והובלה. יתרה מכך, ניתן לשדרג אותה למערכת בקרת PLC לפי בקשת הלקוח כדי להגדיל את קצב מעבר המוצר. | ||||
 | ||||
| מנוף המרת תדר הידראולי | מכונת חיתוך אופקית | |||
| 1) : מנוף המרת תדר הידראולי הופך את תיבת העובש עם בלוק במחזור של 90 מעלות, שים אותו על עגלה גרירת בלוק להמרת תדר ותהליך דפורמציה עובד;2) :המרת תדר בלוק גרירת עגלה גוררת את הבלוק למכונת חיתוך לחיתוך. מנוף מחזור מארגן מחדש, מנקה ומבריק קופסת עובש ומשטחים כדי להכין אותם לשימוש חוזר. | מנוף מחזור הופך את התבנית ב-90 מעלות, מפשק ומניח את כל הבלוק והצלחת התחתונה על עגלה גרירת בלוק. עגלת גרירת הבלוק תיקח את כל הבלוק למכונת חיתוך, ותסיים חיתוך אופקי, קילוף כל הבלוק בשני צדדים, ותפריד חומרים מבוזבזים. | |||
   | ||||
| 3): מנוף מחזור כדי להסיר את חומר הפסולת התחתון | ||||||||||
 | מכשיר זה פותח בעצמו על ידי Amulite Group כדי לעזור ללקוחותינו לפתור לחלוטין את בעיית פסולת החומרים התחתונה.מכשיר זה כולל פלטפורמת מחזור ומנוף, הוא יכול להסיר את חומר הפסולת העליון והתחתון. מנוף זה יכול להיות גם כמנוף הובלה למחצה. | |||||||||
| מנוף הובלה לפני חיטוי | צלחת בסיס | עגלת חיטוי | ||||||||
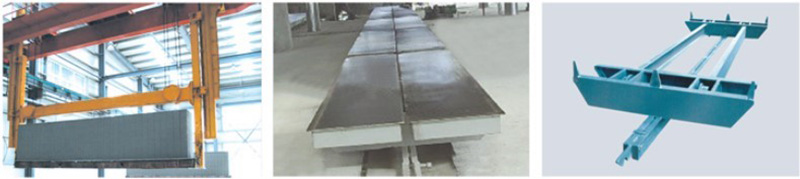 | ||||||||||
| לאחר חיתוך, מנוף הובלה לשאת בלוק לאוטוקלאב עגלה לכניסה לאוטוקלאב. למכשיר זה יש מבנה פשוט, פעולה יציבה, איכות טובה וקל לתחזוקה. | לוחית הבסיס שתוכננה על ידי קבוצת אמוליט יכולה להיות גם לוחית צד, אין צורך לשנות עד שתצא מהאוטוקלאב. היא עשויה מפלדת מנגן ולעולם לא עיוות תחת טמפרטורה ולחץ גבוהים. | הוא מורכב מפלדת פרופיל באיכות טובה ובעל מבנה פשוט. תקוע ועיוות לא יתרחש בסביבת ריפוי אוטוקלב בטמפרטורה גבוהה ובלחץ גבוה באוטוקלב. המנוף הכניס את הבלוק הרטוב על עגלת הריפוי האוטוקלב ולתוך החיטוי כדי להיות חיטוי. נשמר עד הסרת הבלוקים המוגמרים; | ||||||||
| 4): ציוד לטיפול במוצר מוגמר | ||||||||||
 | בדרך כלל לבלוקים ולצלחות המנוהלים יהיו הידבקויות לפעמים. מכונת ההפרדה צריכה להשלים להפריד את הבלוקים של ההדבקה ללא כל נזק לבלוקים, המשלבים את הפונקציה של מכונת ההפרדה המסורתית ומנשא המוצר המוגמר. כל יד מפרידה נשלטת באופן עצמאי, פתר את הבעיה של הפרדת הבלוקים והפנלים על אותה תבנית; הציוד מממש עיבוד יעיל ועדין, מוריד את העלות הכוללת ומבטיח את קצב האיכות בו זמנית. | |||||||||
| קו העברת ואריזה | ||||||||||
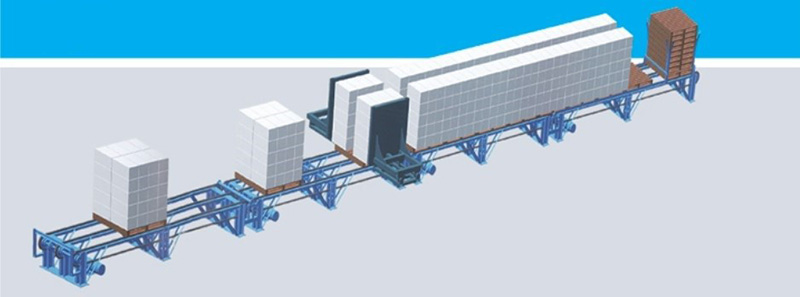 | ||||||||||
| קו מערכת זה כולל קו שינוע ואריזה עבור משטחי עץ אשר תוכנן בעיקר עבור בלוקי AAC מוגמרים. כל מוצרי העובש יועברו אל משטח העץ בבת אחת באמצעות מכשיר הידוק עבור מוצרים מוגמרים להמשך הפצה ואריזה. קו זה. למכונה הזו יש מאפיינים כמו הפצה אוטומטית על ידי שליטה על המחשב, מיקום מדויק במהלך שינוע והפרדה אוטומטית של משטחי עץ טעונים ובמקרה זה נוח לאריזה ומשלוח. | ||||||||||
| 5): הצג מכונות נוספות | ||||||||||
 מהדק מוצרים מוגמרים מהדק מוצרים מוגמרים |  מהדק רוטרי מהדק רוטרי | |||||||||
 | ||||||||||
| מנוף מיוחד לפאנלים | מכונת תקע | פתח מכונת מזל | ||||||||
 | ||||||||||
| מיל כדור | שובר לסתות | חיטוי | דוּד | |||||||
 | ||||||||||